


- 联系人:
- 徐先生
- 电话:
- 0510-87397885
- 传真:
- 0510-87396580
- 手机:
- 18115375566
- 邮箱:
- xm@yxyyyj.com
- 地址:
- 宜兴市新街镇归径







电炉低压电控系统由低压供电、低压电气控制、电极调节器三部分组成,其中低压供电主要包括低压动力柜、液压控制柜,低压电气控制主要包括加料控制柜、炉体PLC柜、炉前操作台、炉后操作台、加料操作箱、液压操作箱、现场检测仪表、传感器、限位开关等设备组成,电极调节器主要包括调节器控制柜、主操作台、计算机台等,低压电控柜采用GGD型低压开关柜,表面采用喷塑处理,外形美观、大方。
PLC电极调节器将主操作台的电极升降控制信号、功率给定增减信号、灵敏度增减信号、炉前台的炉盖升降信号以及三相电极夹紧放松信号、低压侧弧流、弧压信号、变压器档位信号、三相电极上、下限信号、炉盖上、下限信号等送入调节器PLC输入模块,经PLC软件程序处理后,模拟量控制输出,通过模拟量输出模板直接输送给液压系统的比例阀放大板,开关量输出经中间继电器,由中间继电器控制及电气执行元件电磁阀等。
PLC电极升降调节系统,其设计思想是使输入功率为理想值。控制熔池钢液温度,并保证达到工艺要求的升温速率。
该系统共有两种控制模式,即自动模式和手动模式,其中自动模式分为自动给定模式、预置模式和手动给定模式。
自动给定模式:该模式计算出基于热力模拟确定的熔池温度所需功率,计算出上述功率所需要的理想电压和理想电流以及工控机、LF炉与连铸机之间的时间匹配并发出控制信号给各个电气设备。
手动给定模式:这是传统的调节器手动给定工作点控制模式,在操作台上采用手动控制改变功率给定。
手动控制模式:即手动操作操作杆开关进行电极升降控制,在调试设备及生产紧急情况时进行手动升降电极。 手动控制有两种,一种通过比例阀,另外一种不通过比例阀而通过球阀实现事故手动。
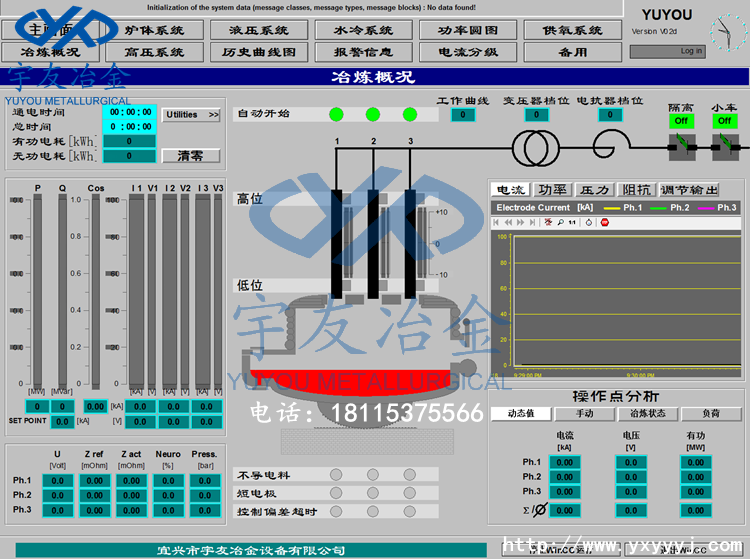
自动模式时在电极自动升降系统中,首先通过信号变换电极及输入模块采集系统将采集到的各相弧流、弧压,电炉变压器电压等级及其它相关的给定信号送入PLC。根据Uarc/Iarc=Rarc数学模型,实行电弧等效阻抗控制,即电极位置为理想的控制思想,经PLC控制器的PID运算处理,其输出信号通过PLC的AO模块驱动比例阀放大器,最后控制电极升降比例阀,对电极位置进行自动调节。在控制过程中,给定功率指令时刻保持运行功率为给定值,从而达到控制输入到炉内的功率为理想值,满足冶炼工艺要求。本调节系统还具有不导电炉料处理功能。调节器系统通过网络与工作站计算机和过程级计算机系统联网,传送各种运行参数(如弧流、弧压、功率、变压器参数等),作为工作站计算机和过程级计算机的基本管理参数。
同样,PLC通过网络获取计算机给定的各种设定,控制指令及参数,按照理想功率曲线进行控制,完成冶炼过程自动化。同时,各种运行参数、数据、曲线可在监控计算机系统中进行显示,并输出打印报表。